電火花加工
電火花加工是一種特殊的加工方法,它利用浸沒在工作液中的工具電極和工件電極之間的脈沖放電進行熔化侵蝕,也稱為電火花侵蝕。電火花加工是基于工件和電極之間產生大量的熱量,通過熔化和汽化的方式將不需要的材料從基材上去除,去除范圍可以限制在很小的區域內。
20世紀40年代末發展起來的電火花加工技術,其基礎是在電介質流體中進行加工。電火花加工中電極與工件之間沒有直接接觸,因此可以消除機械應力,避免振動問題,可以對薄而輕的工件進行精細加工。電火花可以得到任何形狀,可以 傳統加工技術無法獲得在加工過程中,只要材料能導電,任何有硬度的材料都可以被切削。

發展歷史 編輯本段
電火花的起源可以追溯到1770年,當時英國科學家約瑟夫·普里斯特利(Reverend Joseph )發現了放電的腐蝕作用,但此時的科學家不知道如何控制這種技術的腐蝕作用,并將其應用于加工。又過了173年,才有人提出利用放電的破壞效應,開發一種加工導電材料的可控工藝的想法,這是一種利用放電產生的能量進行制造的方法。
1943年,兩位來自蘇聯的科學家,拉扎連科和他的妻子(B. R.拉扎連科 號和普通. I. lazarenko)在試圖減少鎢電極的腐蝕時,我意外地發現浸入電介質中的電極可以控制放電引起的腐蝕這一發現促進了世界的發展s的第一臺電火花加工機床,電火花加工開始被充分利用。之后,拉扎連科和他的妻子完善了放電過程,該過程由兩個導體之間的連續放電組成,這兩個導體被一層不導電的液體膜隔開。EDM的商業開發始于20世紀70年代中期,它成為一種可行的技術80年代中期,電火花加工技術轉移到機床上,使得電火花加工比傳統加工技術更加廣泛。
加工原理 編輯本段
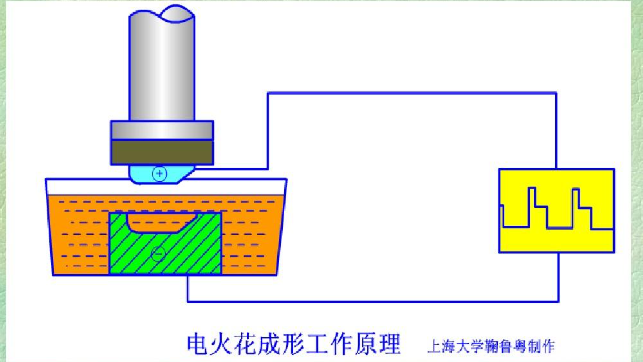
電火花加工的原理是基于工具和工件之間的脈沖火花放電的電腐蝕現象來去除金屬工件材料。通過在工具和工件之間產生快速和重復的火花放電來控制導電材料的侵蝕,火花放電之間的間隔約為0.01到0.5毫米。間隙自動控制系統控制工具電極進給工件在DC脈沖的作用下,間隙中的電介質流體被電離,兩電極間的工作流體被擊穿,產生脈沖放電,使火花放電在刀具和工件之間通過。
在放電微通道中,金屬材料立即熔化、汽化,由于周圍流體的慣性,熔化的物質被帶離表面,在排放點蝕刻出一個微小的坑痕短時間后,電極再次絕緣,進行下一次脈沖放電每次去除的金屬量取決于電火花放電消耗的電能和時間。電弧的溫度可以達到大約10000攝氏度當電弧被電脈沖終止時,金屬蒸氣被電介質淬火,因此磨屑始終呈球形,磨屑被不斷循環的電介質流體帶走。電弧總是在工件表面上最靠近工具電極的點上產生上述過程每秒鐘持續幾次,每個脈沖從工件上去除一個小的磨損顆粒,這樣就可以在工件上加工出所需的形狀。
系統組成 編輯本段
電源
電源通過傳統的固態整流將輸入的交流電源轉換成DC電源。電火花加工技術是在高功率低頻率下去除大部分工件材料,即粗加工作業,然后在低功率高頻率下去除剩余的少量材料,即精加工作業。通過改變晶體管的開關占空比,可以改變脈沖寬度和重復頻率。在電極和工件之間感應電壓是電源的另一個功能。因為電壓和電極間隙有直接關系,電極和工件之間的間隙隨著金屬的去除而增大,電火花加工的電源電壓取決于火花間隙,需要不斷保持通過伺服控制的電極進給裝置,連續感知火花間隙,移動工具電極,使其在整個過程中保持恒定的間隙距離。
伺服系統
電火花加工的效率與電極和工件之間的間隙密切相關在切割操作中,連續供應電極的伺服系統必須通過控制電極進給來保持最佳間隙距離,以精確匹配材料去除率。電極進給所需的間隙距離根據一定的間隙電壓來設定在此過程中,實際間隙電壓受到持續監控。設置間隙電壓和實際間隙電壓之間的差值(稱為誤差電壓)送到伺服放大器,伺服放大器又控制伺服閥,從而控制液壓油通過與工作頭相連的活塞桿流向油缸。
介質流體
介質流體主要承載電火花導體、冷卻劑和沖洗介質的作用。介電流體應該具有足夠和穩定的介電強度,以保持工具和工件之間的絕緣,直到達到擊穿電壓。一旦發生放電,火花應迅速熄滅。同時,介質流體應具有低粘度和良好的潤濕能力,以提供有效的冷卻機制,并用作沖洗劑來從加工間隙中去除切屑顆粒。大量流體滿足這一要求,被用作電介質流體,其中烴類液體是最常用的、硅基油和去離子水,例如煤油和含有乙二醇的水
電極
在電火花加工過程中,電極的形狀是以互補的方式印在工件上的,因此電極的形狀和精度對工件最終的加工精度起著非常重要的作用。通常要求電極材料必須易于加工、磨損小、可以加工成各種形狀、是電和熱的優良導體、在工件上提供良好的表面光潔度、它能抵抗侵蝕過程中的變形,對工件產生有效的材料去除率。電火花加工形狀精度的主要限制是電極磨損,它取決于工件和電極本身的材料、電介質類型、沖洗條件、切割速度和電源類型。

加工特點 編輯本段
優點
1)適用于加工任何難切削的導電材料。在加工過程中,通過放電時產生的電加熱將電能轉化為熱能,使金屬熔化氣化,完成材料的去除因此,材料的可加工性主要取決于材料的導電性和熱特性,不受工件材料等因素的限制。
2)工具電極的硬度可以小于被加工材料的硬度,從而打破了傳統切削工藝對工具的限制,有利于加工一些特殊材料和復雜形狀的工件,這些工件用傳統機床很難或不可能加工。
3)能加工特殊和復雜形狀的零件。加工過程中工具電極與工件沒有直接接觸,放電間隙非常小,適合特殊應用、精密、復雜零件的加工。
4)直接利用電能進行加工,便于實現加工工藝的自動化,可以改善工件的組織結構,簡化加工工藝,延長工件的使用壽命,減輕工人的工作壓力,使用維護方便。
缺點
1)主要用于加工金屬等導電材料,在特定情況下只能加工半導體和非導體材料。
2)加工速率低。為了提高生產效率,一般是先用機械切削去除多余的零件,再進行電火花加工。
3)存在電極損耗。由于大部分電極損耗主要集中在尖角或底部,對成形精度會產生一定的不利影響。
4)最小拐角半徑是有限的。普通電火花加工工藝得到的最小圓角半徑等于加工間隙,如果有電極損耗或采用平移加工和振動加工,圓角半徑會增大。
具體應用 編輯本段
電火花鉆孔
在EDM方法中,鉆孔是最廣泛使用的加工應用它可以加工任意硬度和韌性的導電材料,特別適用于加工高硬度但用常規刀具難以加工的工件。因為刀具和工件在加工過程中不旋轉,所以可以加工任意形狀的孔。電火花鉆孔就是把金屬從工件上剝離下來,刀具接陰極,而工件的電極接陽極在加工過程中,刀具和工件都浸在液體介質中,不僅可以將刀具的形狀精確地復制到工件上,還可以防止從工件上腐蝕下來的金屬鍍在刀具電極上。
電火花型腔加工
與鉆孔相比,電火花型腔加工的難度要大得多,而且是一種難加工的盲孔,工藝條件中的不良因素很多。其突出的特征是:工件的腐蝕能力強、工作液體循環不良、產物清除困難、加工區域大、材料去除量大,腔體結構復雜。因此,電火花加工腔體需要設備、電源、技術等方面采取措施彌補上述因素造成的影響,以保證加工精度和提高生產率。與機械加工相比,電火花型腔加工質量好,表面粗糙度小,可有效減少切削和手工操作,防止熱處理引起的變形。
微細電火花加工
產品尺寸不斷縮小的趨勢使得微細電火花加工發展迅速。微細電火花加工不僅可以加工最小直徑的微小孔和微小軸,還可以加工復雜的三維微小孔。微細電火花加工技術可用于制造微型銷、微型部件,例如微型噴嘴和微型空腔此外,用微細電火花加工代替光掩模制作集成電路是可行的。微細電火花加工技術研究取得突破性進展,特別是在器件研發方面、電極制備、在工藝研究方面取得了很多成果,促進了微細電火花加工技術的實際應用。
電火花高速小孔加工
高速小孔加工技術是20世紀80年代中期開始廣泛應用的一項全新技術、高效微孔加工技術。就其加工機理和實質而言,電火花高速加工小孔的技術屬于電火花加工,但其加工方法有自己的特點,如浸泡處理強制排屑和利用工作液冷卻,快速去除電極產物,增強電火花的刻蝕效果。
WEDM加工
WEDM是一種基于電火花加工的加工技術。用細金屬絲作為工具電極,由數控機床按預設軌跡切割工件,故稱WEDM。其電極絲與脈沖電源的負極相連,工件與脈沖電源的正極相連,脈沖電源向工具電極和工件電極輸出一系列脈沖。在脈沖電壓的作用下,驅動工作臺帶動零件連續進給,切割出所需的形狀。在WEDM過程中,電極絲連續運動,損耗小,使用壽命長,因此具有較高的加工精度。
WEDM可用于加工普通切削方法無法加工或難以完成的復雜零件,節省了電極和模具的成型成本,從而大大減少了零件的制造時間。然而,與常規切割技術相比,WEDM效率較低,生產成本較高,不適合加工大量形狀簡單的工件。
附件列表
詞條內容僅供參考,如果您需要解決具體問題
(尤其在法律、醫學等領域),建議您咨詢相關領域專業人士。